How to Weld Steel Pipe?
Welded steel pipe is seamed steel pipe. Its production is to bend the tube blank (steel plate and steel strip) into a tube with the required cross-sectional shape and size by various forming methods, and then use different welding methods to weld the weld. The process of getting the steel pipe. Compared with seamless steel pipes, welded pipes have the characteristics of high wall thickness accuracy, simple equipment, small footprint, continuous operation, flexible production, and a wide range of products.

This photo shows galvanized steel square pipes, they are welded pipes.
1. The production process of spiral steel pipe is roughly as follows:
The raw materials of spiral steel pipe are strip coil, welding wire and flux. Before forming, the strip steel is leveled, trimmed, planed, surface cleaned and conveyed and pre-bending. The weld gap control device is used to ensure that the weld gap meets the welding requirements, and the pipe diameter, misalignment and weld gap are strictly controlled. After cutting into a single steel pipe, the first three pipes of each batch must undergo a strict first inspection system to check the mechanical properties, chemical composition, fusion condition of the weld, the surface quality of the steel pipe and non-destructive testing to ensure that the pipe making process is qualified. to be officially put into production.

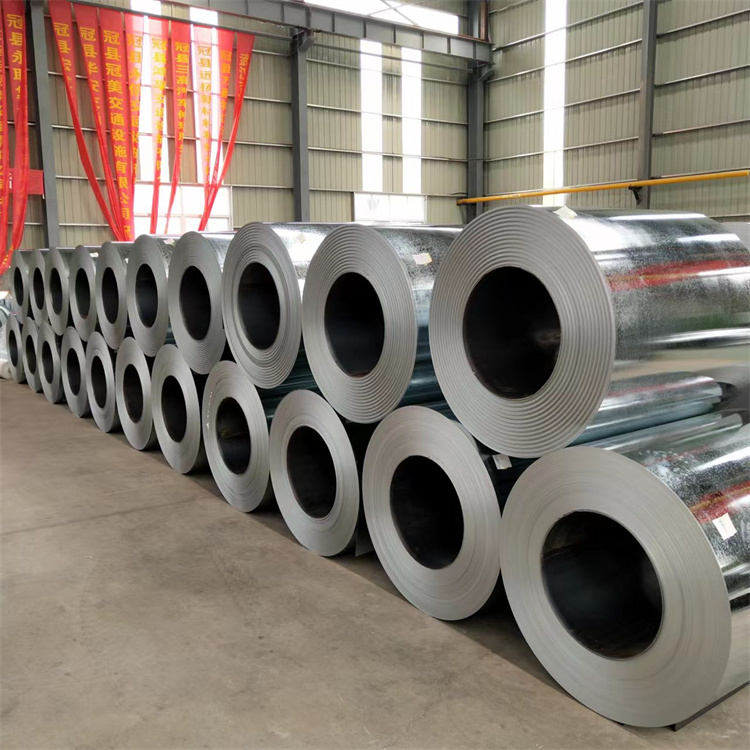
This photo shows spiral steel pipes.
2. The Longitudinal Submerged Arc-Welding Pipe:
Longitudinal Submerged Arc-Welding Pipe (LSAW) is generally made of steel plate as raw material, and through different forming processes, the welded pipe is formed by double-sided submerged arc welding and post-weld expansion.

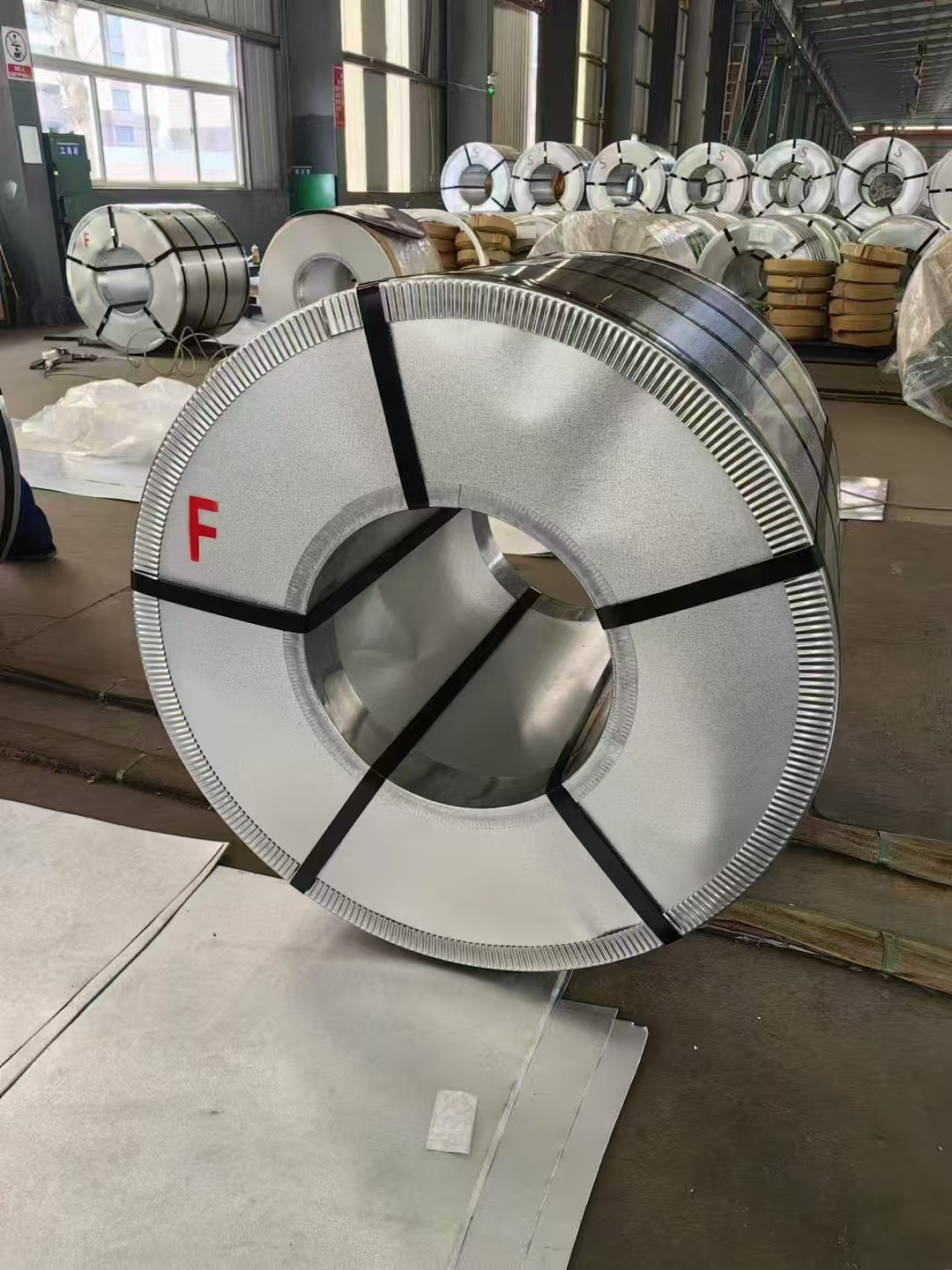
This photo shows Longitudinal Submerged Arc-Welding Pipe (LSAW).
The main equipments include edge milling machine, pre-bending machine, forming machine, pre-welding machine, diameter expanding machine, etc. At the same time, the forming methods of the straight seam submerged arc welded pipe include UO (UOE), RB (RBE), JCO (JCOE) and so on. The steel plate is first pressed into a U shape in the forming die, and then pressed into an O shape, and then internal and external submerged arc welding is performed. For UO welded pipe. Roll Bending the steel plate, and then carry out internal and external submerged arc welding. After welding, the diameter is expanded to RBE welded pipe or non-expanded to RB welded pipe. The steel plate is formed in the order of J-type-C-type-O-type, and after welding, it is expanded to JCOE welded pipe or not expanded to JCO welded pipe

3. Straight seam high frequency welded pipe:
Straight seam high-frequency welded pipe (ERW) is a hot-rolled coil formed by a forming machine, using the skin effect and proximity effect of high-frequency current to heat and melt the edge of the tube blank, and perform pressure welding under the action of the extrusion roller. to achieve production.

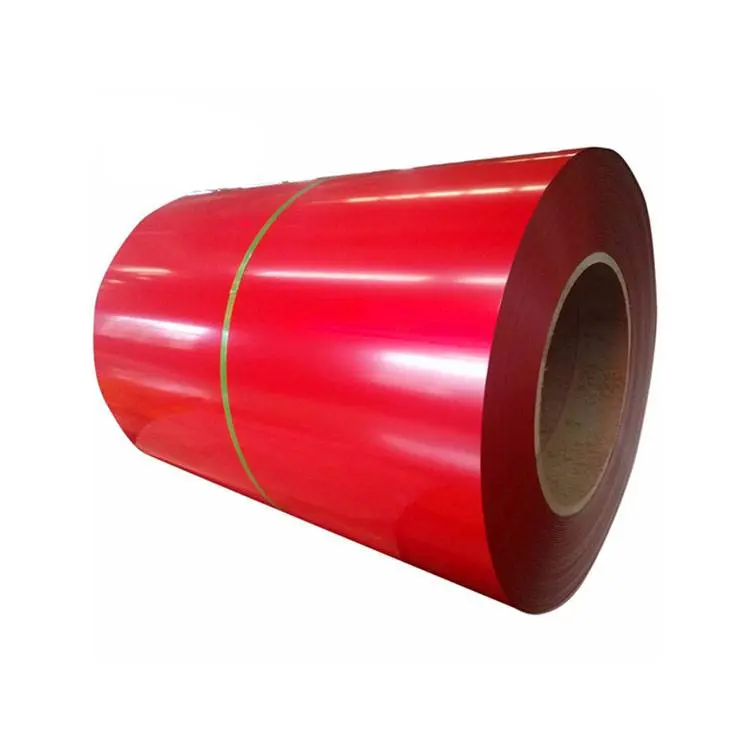
This photo shows the production of straight seam high-frequency welded pipe.
Welded steel pipe, also known as welded pipe, is a steel pipe made of steel plate or strip steel after crimping and welding. Welded steel pipe has a simple production process, high production efficiency, many varieties and specifications, and less equipment, but its general strength is lower than that of seamless steel pipes.

Since the 1930s, with the rapid development of continuous rolling production of high-quality strip steel and the advancement of welding and inspection technology, the quality of welds has been continuously improved, the varieties and specifications of welded steel pipes have been increasing, and more and more fields have replaced non-standard steel pipes. Seam steel pipe. Welded steel pipes are divided into straight seam welded pipes and spiral welded pipes according to the form of the weld. Classification by production method: process classification - arc welded pipe, electric resistance welded pipe, (high frequency, low frequency) gas welded pipe, furnace welded pipe. The production process of straight seam welded pipe is simple, the production efficiency is high, the cost is low, and the development is fast. The strength of the spiral welded pipe is generally higher than that of the straight seam welded pipe. However, compared with the same length of straight seam pipe, the length of the weld is increased by 30~100%, and the production speed is lower.
Product Standards
Commonly used materials for welded pipes are: Q235A, Q235C, Q235B, 16Mn, 20#, Q345, L245, L290, X42, X46, X60, X80, 0Cr13, 1Cr17, 00Cr19Ni11, 1Cr18Ni9, 0Cr18Ni11Nb, etc.
The blanks used for welded steel pipes are steel sheets or strips, which are divided into furnace welded pipes, electric welded (resistance welded) pipes and automatic arc welded pipes due to their different welding processes. Due to the different welding forms, it is divided into two types: straight seam welded pipe and spiral welded pipe. Because of its end shape, it is divided into circular welded pipe and special-shaped (square, flat, etc.) welded pipe. Welded pipes are divided into the following varieties due to their different materials and uses:
GB/T3091-2001 (galvanized welded steel pipe for low pressure fluid transportation). Mainly used for conveying general lower pressure fluids such as water, gas, air, oil and heating hot water or steam and other purpose pipes. Its representative material is: Q235A grade steel.
GB/T14291-2006 (Welded Steel Pipe for Mine Fluid Transport). It is mainly used for straight seam welded steel pipes for mine air pressure, drainage and shaft discharge gas. It represents the material Q235A, B grade steel. GB/T14980-1994 (large diameter electric welded steel pipe for low pressure fluid transportation). Mainly used for conveying low pressure fluids such as water, sewage, gas, air, heating steam and other purposes. It represents the material Q235A grade steel.
GB/T12770-2002 (Stainless steel welded steel pipe for mechanical structure). Mainly used in machinery, automobiles, bicycles, furniture, hotel and restaurant decoration and other mechanical parts and structural parts. Its representative materials are 0Cr13, 1Cr17, 00Cr19Ni11, 1Cr18Ni9, 0Cr18Ni11Nb, etc.
GB/T12771-1991 (stainless steel welded steel pipe for fluid transportation). Mainly used for conveying low pressure corrosive medium. The representative materials are 0Cr13, 0Cr19Ni9, 00Cr19Ni11, 00Cr17, 0Cr18Ni11Nb, 0017Cr17Ni14Mo2, etc.
In addition, welded stainless steel pipes for decoration (GB/T 18705-2002), stainless steel welded pipes for architectural decoration (JG/T 3030-1995), large-diameter electric-welded steel pipes for low-pressure fluid transportation (GB/T 3091-2001), and Welded steel pipes for heat exchangers
Welded pipe process
Raw material uncoiling - flattening - end shearing and welding - looper - forming - welding - internal and external welding beads removal - pre-calibration - induction heat treatment - sizing and straightening - eddy current testing - Cut off - water pressure inspection - pickling - final inspection (strict check) - packaging






745.webp)